
CHEMICAL NICKEL COATING
Electroless (chemical) Nickel-Phosphorus Plating is the most important catalytic process used in the last two decades. Our nickel-phosphorus caoatings have different content of phosphorus. He have three types of coatings: low phosphorus coatings (2-5% P by weight), medium phosphorus coatings (6-9% P by weight) and high phosphorus coatings (>10.5% P by weight). The processes are automatized and are done in working tanks with capacity of 2000 L.
The plating process is based on a redox reaction where a reducing agent, sodium hypophosphite (NaH2PO2)is oxidized and the nickel ions (Ni2+ are reduced at the surface of the material. The process is called autocatalytic because once the first layer of nickel is plated; this acts as a catalyst for the rest of the process. Consequently there is a lineal ratio between the reaction time and the thickness of the coating.
Some of the most important characteristics of these coatings are the high ware and corrosion resistance, excellent uniformity, great range of thicknesses, excellent mechanical and physical properties, good solderability and superficial lubrication.
The properties of the coatings depend on the phosphorus content. The coatings with low phosphorus content are crystalline and hard, so they have a high ware resistance. On the other hand, the high phosphorus content coatings are amorphous and have a high corrosion resistance. Generally, all the types of coatings have good adherence. Though, the adherence properties depends on some parameters as are the thickness of the layer, phosphorus content, heat treatment and the ductility of the substrate. The nickel-phosphorus coatings are self-lubricating and have a good friction coefficient.
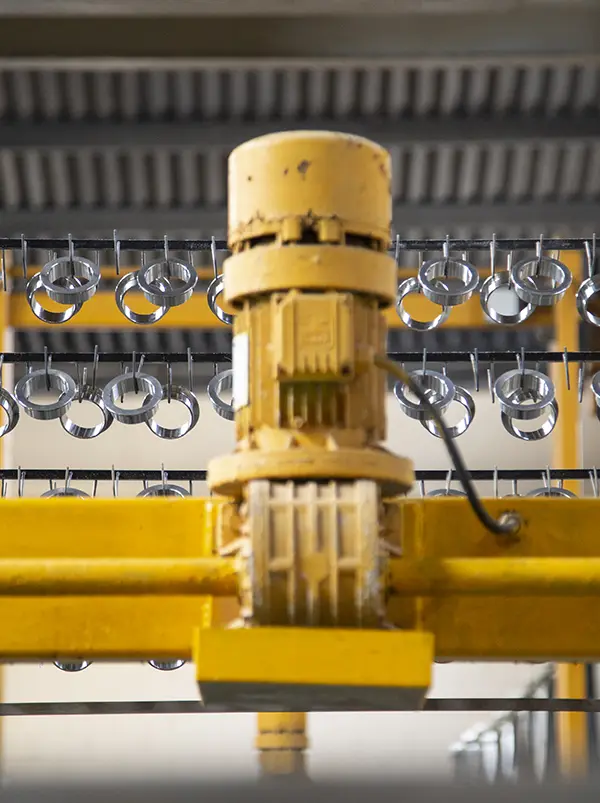
A very important and unique characteristic of the electroless coatings is the uniformity of the layer on the same surface; the electroless coatings emulate perfectly the substrate surface.



Some of the properties of the nickel-phosphorus coatings
| Phosphorus content Propriety |
Low content 1-5 % (by weight) |
Medium content 6-9 % (by weight) |
High content 10-12 % (by weight) |
|---|---|---|---|
| Microstructure | Crystalline | Crystalline + Amorphous | Amorphous |
| Magnetic momentum | High (0.01-0.03 A·m2) | Medium (0.003-0.006 A·m2) | Low (0-0.002 A·m2) |
| Electrical resistivity | Low (0.03-0.05 mΩ·cm) | Medium (0.06-0.08 mΩ·cm) | High (0.09-0.13 mΩ·cm) |
| Solderability | High | Medium | Low |
| Thermal expansion coefficient | High (>23 m/min·°C) | Medium – High (14-20 m/min·°C) | Low (< 11 m/min·°C) |
| Hardness (without heat treatment) | High (700-800 HV) | Medium (600-700) | Low (<600 HV) |
| Ware resistance | High (10-12 mg/1000 cicles) | Medium – Low (12-18 mg/1000 cicles) | Low (15-19 mg/1000 cicles) |
| Tensile strength | Low (150-420 MPa) | High (700-1100 MPa) | Medium – High (650-900 Mpa) |
| Corrosion resistance | Low | Medium – Low | High |
All the nickel-phosphorus coatings that are heat treated have hardness from 800 to 1000 HV.
High phosphorus content coatings have good corrosion resistance in different environmental conditions.
Corrosion resistance of the high phosphorus content coatings.
| Media | Corrosion rate (µm/year) |
|---|---|
| Atmospheric corrosion | 0 |
| Distilled water (95°C) | 0 |
| Salt water (3.5% salts at 95°C) | 0 |
| Sodium hydroxide (caustic soda) (45% at 20°C) | 0 |
| Potassium hydroxide (50% at 20°C) | 0 |
| Benzol (at 20°C) | 0 |
| Natural Gas (with min. 5.7 mg H2S) (at 95°C) | 0 |
| Potassium Chloride (25% at 20°C) | 0 |
| Acetone (at 20°C) | 0.08 |
| Deionized water saturate with air (at 95°C) | 0.1 |
| Sea water (at 95°C) | 1 |
| Doubled distilled water (at 350°C) | 0.2 |
| Sodium chloride (26% at 20°C) | 0.2 |
| Sodium hydroxide (caustic soda) (50% at 95°C) | 0.2 |
| Phenol (90% at 20°C) | 0.2 |
| Tap water | 0.3-0.8 |
| Ammonium Sulphate (10% at 20°C) | 0.8 |
| Glacial acetic acid (at 20°C) | 0.8 |
| Sodium carbonate (at 20°C) | 1 |
| Phosphoric acid (85% at 20°C) | 2.5 |
| Ammonium Sulphate (saturated solution at 20°C) | 3 |
| Oxalic acid (10% at 20°C) | 3 |
| Ammonium sulphate (43% at 20°C) | 3 |
| Brine saturated in CO2 (at 95°C) | 5 |
| Citric acid (at 20°C) | 7 |
| Sulphuric acid (65% at 20°C) | 9 |
| Ammonium nitrate (66% at 20°C) | 10 |
| Formic acid (88% at 20°C) | 13 |
| Ammonium nitrate (20% at 20°C) | 15 |
| Ammonia (25% at 20°C) | 16 |
| Sodium hydroxide (caustic soda) (72% at 110°C) | 18 |
| Ammonia (10% at 20°C) | 23 |
| Nitric acid (1% at 20°C) | 25 |
| Acetic acid (10% at 20°C) | 25 |
| Hydrochloric acid (2% at 20°C) | 27 |
| Hydrofluoric acid (2% at 20°C) | 27 |
| Sulphuric acid (85% at 20°C) | 28 |
| Ammonia (2% at 20°C) | 28 |
| Hydrofluoric acid (25% at 20°C) | 30 |
| Hydrofluoric acid (40% at 20°C) | 53 |
| Iron chloride (1% at 20°C) | 200 |
| Sulphuric acid-Oleum (at 20°C) | 250 |
All these characteristics account for the application of the nickel-phosphorus coatings in a variety of industrial sectors as: automotive, aeronautics, chemical and petrochemical industry, electronics, food industry, marine, medical and pharmaceutical industry, military, etc.
Some applications of the nickel-phosphorus coatings.
| Industry | Components | Coating thickness (µm) |
|---|---|---|
| Automotive | Heat sinks, carburettor components, fuel injection, differential pinion ball shafts, disk brake pistons, exhaust manifolds and pipes, mufflers, shock absorbers, look components, fuel pump motors, water pump components, steering column wheel components, AIRBAG hardware, air conditioning compressor components, etc. | 2-38 |
| Aeronautics | Bearing journals, servo valves, compressor blades, hot zone hardware, pistons heads, engine main shafts and propellers, hydraulic actuator splines, landing gear components, gyro parts, engine mounts, flanges, breech caps, engine oil feed tubes, wing flap universal joints, etc. | 10-70 |
| Chemical and petrochemical | Pressure vessels, reactors, mixer shafts, pumps and impellers, heat exchangers, filters and components, turbine blades and rotor assemblies, valves, hydraulic system actuators, etc. | 25-125 |
| Electronics | Terminals of lead wires, connectors, interlocks, diodes and transistor cans, junction fittings, printed circuit boards, etc. | 2-25 |
| Food | Pneumatic canning machines, moulds, grills and freezers, feed screws and extruders, etc. | 12-25 |
| Marine | Marine hardware, pumps and equipment. | 25-50 |
| Material handling | Hydraulic cylinders and shafts, extruders, link drive belts, gears and clutches. | 12-75 |
| Medical and pharmaceutical | Disposable surgical instruments and equipment, pill sorters, feed screws and extrudes, etc. | 12-25 |
| Military | Fuse assemblies, radar wave guides, mirrors, motors, detonators, fire arms, etc. | 8-75 |
| Mining | Hydraulic systems, mine engine components, piping connections, etc. | 30-60 |
| Rail road | Tank cars, diesel engine shafts, car hardware. | 20-90 |
| Textiles | Knives, feeds and guides, spinnerets, loom ratchets and knitting needles. | 12-50 |
| Wood and paper | Knife holder corer plates, abrading plates and machine parts. | ~30 |
For aeronautic industry, ELHCO perform the Electroless Nickel-Phosphorus processes according to AIPS 02-04-008 and I+D-P-047.
